
.jpg?VGhlIFBlcmZlY3QgU2xvdC1pbijmraPnoa4pLmpwZw==)





Homa No-frost district rendering
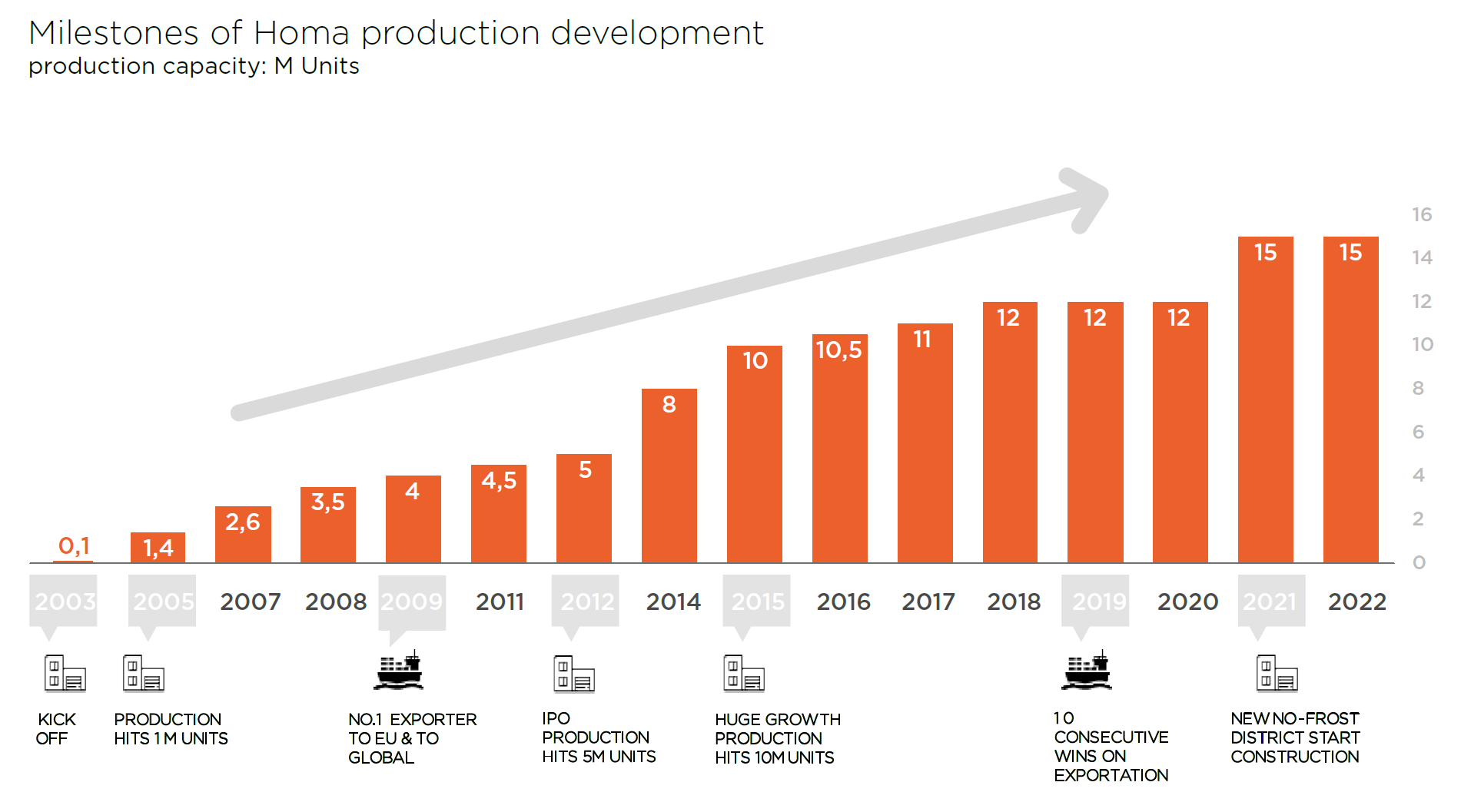
Homa greets 2023, its 20th year of production, with a spectacular evolution in products and manufacturing!
Since 2003, the year that Homa kicked off production as a global OEM/ODM manufacturer of cooling appliances, we have been through a series of impressive growth milestones. Within two years of the start, production hit 1 million units, and by 2009, we were No.1 exporter to the EU and globally. 2012 saw production reach 5M units and by 2015 this had doubled to 10M units. 2019 brought the 10th consecutive win on exportation, while in 2021 construction began of an extensive new No-Frost district as part of Homa’s factory complex, a project that is near to completion in 2023.
Throughout this growth, the core of Homa’s business has always been a close understanding of our B2B partners. The products we make for them embody their personalities and make their brands zing with life.
Today more than ever, companies know that they must place the customer experience at the centre of the products they design and market. Today’s consumers want stylish cooling products that optimise food preservation and storage, rather than just a box to keep food cold.
They are also looking for appliances that are respectful of our planet. We at Homa rise to meet these needs of our partners and their customers through a focus on constant and innovative Research and Development to deliver beautifully designed and engineered original authentic products, all based around high energy efficiency standards and overall sustainability. And now we have also achieved true ODM status and are offering client brands our own take on the industry’s state-of-the-art. In all these ways, we build value for our partners, encapsulating all this focus and effort in our corporate tag line “We take care of your dreams”.
Our footprint and R&D focus
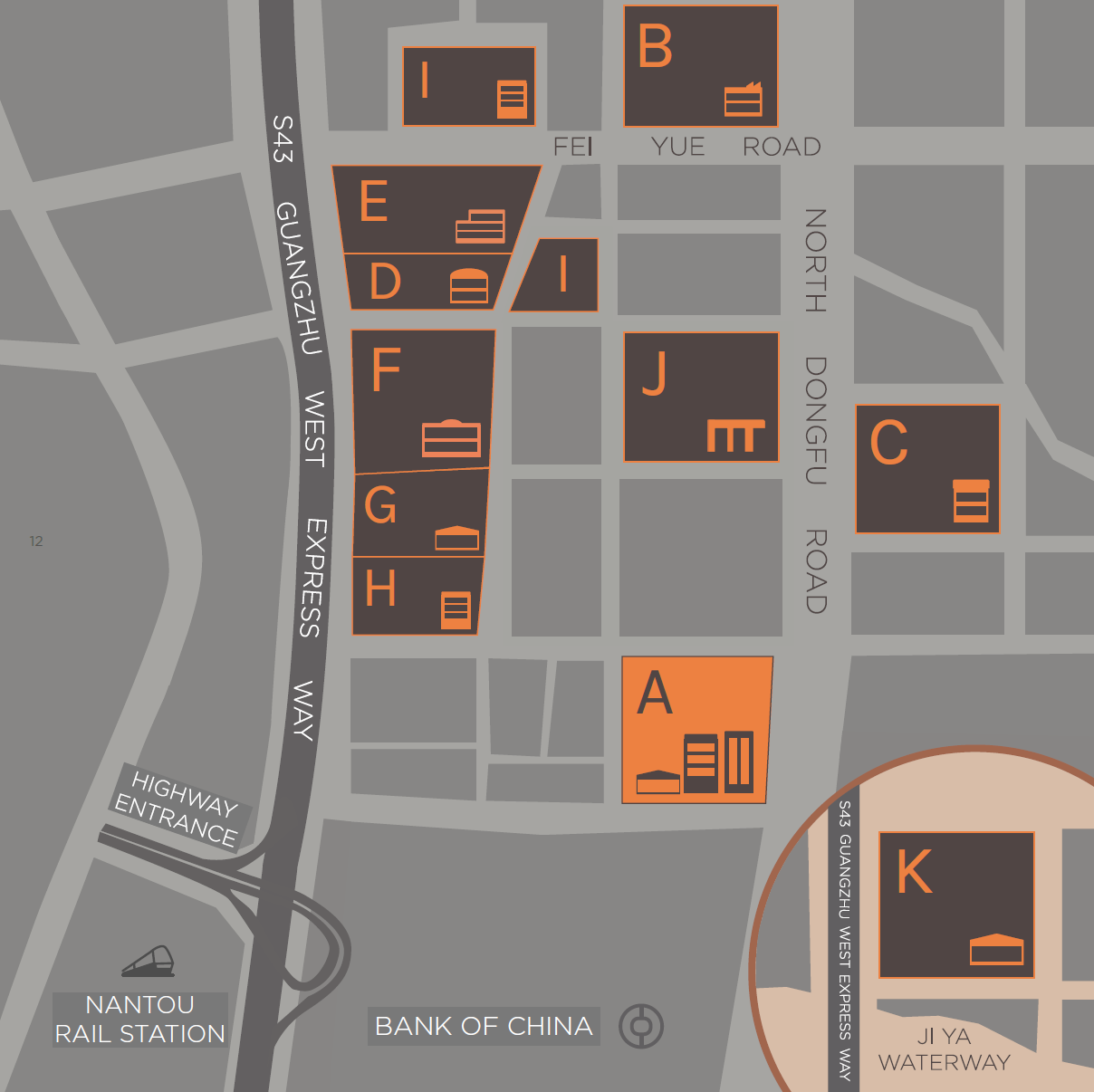
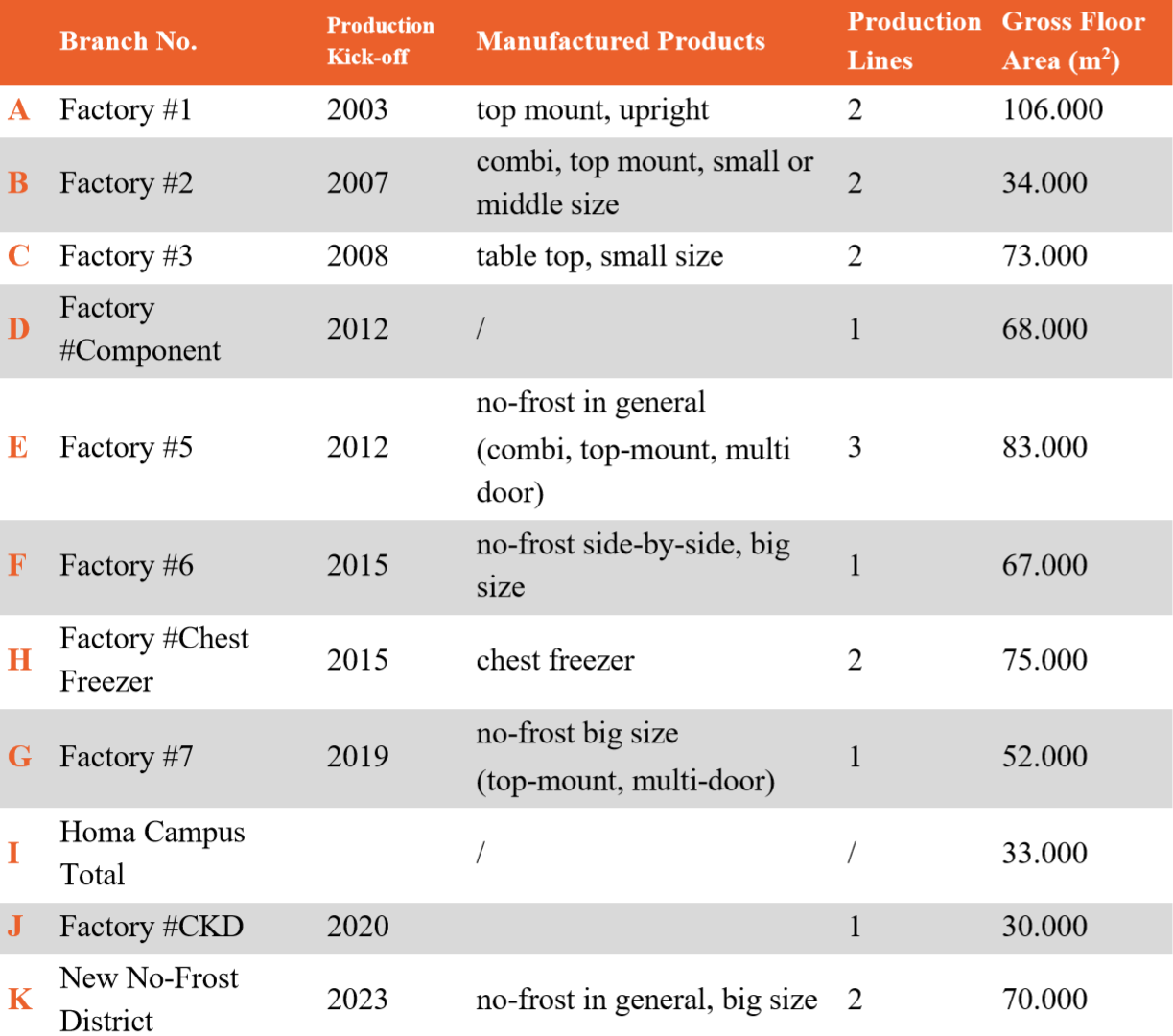
Our nine factories in Nantou have a footprint of around 600,000 sqm, plus the 70,000 sqm of the soon-to- be finished No-Frost district. There are 10,000+ staff, 13 production lines and 130+ product platforms, covering top mount, upright, combi, table-top, no frost and multi-door refrigerators plus chest freezers, with two plants producing components and CKD. Highest production capacity is 50,000+ units per day and 15M+ units for 2023.
Our R&D team of over 200 experienced professionals in mechanical and electrical engineering, mechatronics, computer science, to name just a few, lead our ceaseless pursuit of innovation, while collaborating with a network of distinguished universities, research institutes and global partner companies to tap into the world’s best technologies and practices.
While continuing to seek incessantly for advanced technologies to improve people’s daily lives, it is also our heart- felt belief that our R&D objective is no longer simply meeting technical specifications, but also satisfying consumers’ expectations of the new trends around emotions, status and eating and shopping habits, as well as their concerns for the environment.
Our close relationships with our B2B partners enable us to develop a deep understanding of these trends and others as they develop.
New solutions
And it is these collaborations with our B2B partners, as well as with suppliers, technical partners and University research organisations, that also help us gain a unique understanding of which technologies are significant and when they are mature enough to be most effectively used and become mainstream.
This is the case with No-Frost. No- Frost is substantially about having air constantly flowing around the cavity, managing humidity and preventing the formation of frost while at the same time ensuring even temperature levels throughout the appliance. This way, food lasts longer and in fresher conditions. We did not invent it, and it has been around for a while, but it has come a long way and is now ready for us to take it to the next level and systematically feature it across our entire range of products. Hence, our new No-Frost manufacturing district.
We have also found a way to offset any potential energy consumption increase due to No-Frost with our AI inverter technology, applied to the compressor system of our refrigerators. Additionally, this technology helps avoid temperature fluctuations, maintaining a precise temperature inside the cavity, resulting in further energy savings and better preservation of food.
Leading our other outstanding recent innovations is the proprietary MultiClimate SystemTM, by which different levels of temperature and humidity are achieved to preserve different foods in conditions that are best adapted to them and as close as possible to their natural environment. Other innovations are the “converter box” in the refrigerator cavity that can reach temperatures below 0°C, more choice in organising the internal spaces, and new intuitive, precise user interface solutions.
With the timely introduction of leading-edge technology that can be immediately scaled to any dimension, we are offering our clients a key competitive advantage. A claim we can sustain because in our industry, size does matter, and our being specialised in cooling and at the same time having such a large production footprint further boosts our relative scale, and edge, over generalist players, and offers our clients compelling and competitive products in a record go-to-market timeframe.
Related Article:<Discovering the Heartbeat of Homa, a Journey through Our Facilities Part 2>
*All data mentioned above is updated in March 2023
Copyright © Homa 2023
All rights reserved



















